在當代先進製造業的宏觀版圖中,航太零件加工技術始終代表著材料科學與精密機械工程的最高交匯點。隨著新一代航空器、低軌道衛星(LEO)通訊陣列以及高超音速載具的快速發展,系統對於零組件的輕量化、極端抗疲勞強度、耐高溫熱衝擊以及抗太空與海洋氣候腐蝕的要求,已經達到了前所未有的嚴苛標準。在眾多先進材料中,鈦合金(Titanium Alloys)憑藉其無與倫比的比強度(Strength-to-weight ratio)、非磁性特徵以及在極端環境下卓越的化學穩定性,已成為現代航太工業供應鏈中不可或缺的戰略性核心材料。
然而,鈦合金卓越的物理與化學屬性,同時也為其精密成型與後續的表面工程帶來了巨大的挑戰。鈦合金被學界與工業界公認為最難切削的金屬之一,其極低的導熱係數使得加工過程中產生的龐大熱能無法有效消散,進而對刀具造成災難性的熱應力集中;同時,其較低的彈性模數與高化學活性,極易在接觸介面上引發嚴重的加工震動與黏著磨損。更關鍵的是,儘管鈦合金自身具有生成天然氧化膜的鈍化能力,但這種極薄的原生皮膜在面對航太環境中常見的超高壓氣流摩擦、動態接觸載荷以及高濃度腐蝕性介質時,其機械強度與防護效能顯得微不足道。
因此,建立一套從底層 CNC 精密加工策略到高階等離子體表面處理的完整技術矩陣,成為了決定鈦合金航太零件最終可靠度與生命週期的絕對關鍵。本研究報告將深入剖析二零二五年最新的 CNC 鈦合金加工趨勢,並全面對比傳統皮膜處理、微弧氧化(MAO)以及等離子體電解氧化(PEO)在微觀結構與宏觀性能上的相同與不同處。更為重要的是,本報告將首度引入目前業界最具革命性的最新 MPC(Micro Plasma Coating / Conversion)配方技術,探討其如何實現不須精拋即可達到極致表面平滑度,並精準呈現灰色、白色、黑色的光學特性。針對極端應用場景,本報告亦將明確界定精拋工序在腔體抗介電、半導體耐腐蝕氣體及滑件需求中的不可替代性,並透過國際頂尖企業與全台航太零件加工聚落的產業鏈分析,勾勒出一幅具備全球競爭力的技術與商業藍圖。
在進行任何表面改質工程之前,鈦合金基材的幾何成型與表面應力狀態,直接決定了後續皮膜或陶瓷塗層的附著力與均勻性。根據金屬加工領域的最新實務數據,二零二五年針對 CNC 銑削鈦合金的技術體系已發生了典範轉移,這些加工策略的核心目標在於對抗「熱量」與「震動」這兩大破壞性因素 1。
鈦合金材料本身具有如同彈簧一般的彈性特質,當刀具接觸材料時會產生顯著的讓刀與回彈效應。傳統加工常採用的直接徑向切入(Plunging),會在極短的瞬間對刀尖造成巨大的機械衝擊與應力集中,這是導致硬質合金刀具崩刃的主因 1。為了解決此一物理限制,最新的程式設計趨勢強制要求採用「圓弧切入(Arc In)」策略,使刀具能夠以平滑的圓弧軌跡漸進式地滑入材料內部,從根本上削弱了入刀瞬間的峰值作用力 1。
此外,配合現代高效能計算的 CAM 軟體,動態銑削(High-Efficiency Milling, HEM)已成為航太零件加工的標準工序。HEM 技術透過極高頻率的連續路徑運算,確保刀具在複雜形狀的型腔加工中,始終維持恆定的刀具嚙合角(Engagement angle)與切削負載 1。這種恆定負載的切削環境不僅能將切削熱均勻分散至整把刀具的切削刃上,更能避免因局部過熱而引發鈦金屬基材的微觀金相組織變異(例如生成脆性的 Alpha-case 層),從而為後續的等離子體表面處理提供無缺陷的完美基底。
在鈦合金的銑削過程中,切削液(Coolant)不再僅僅扮演輔助降溫的角色,而是整個加工系統中不可或缺的流體力學組件。由於鈦金屬在切削高溫下具有極高的化學活性,極易與刀具的碳化鎢基體發生元素擴散與黏著,形成積屑瘤(Built-up Edge)。因此,最新的加工策略極度依賴冷卻液的「壓力」與「濃度」管理 1。
加工現場必須部署高壓大流量的切削液系統,不要吝嗇切削液的供給量。高壓噴射的液柱能產生強大的物理剪切力,迅速沖走極具黏滯性的鈦切屑,絕對防止這些高溫切屑被刀具捲入並進行破壞性的「二次切削」(Re-cutting chips)1。二次切削不僅會瞬間破壞刀具塗層,被重新碾壓入基材表面的切屑更會造成嚴重的表面微裂紋,這對後續的微弧氧化塗層生長是致命的干擾。在濃度方面,專家強烈建議將切削液濃度維持在百分之十或更高的水準,高濃度的乳化液能提供卓越的邊界潤滑效能,進一步降低介面摩擦係數與熱生成率 1。
加工鈦合金時,企業最大的成本浪費往往來自於選錯刀具等級,導致刀具壽命極短且零件報廢率飆升 1。根據最新的成本效益分析模型,航太零件加工必須根據不同的切削階段實施嚴格的刀具分級制度。在粗加工階段,目標是最大化材料移除率(MRR)與抵抗衝擊,應選用具備特殊抗崩刃刃口設計的 Best Endmill 級別刀具;而在追求極致尺寸公差與微觀表面粗糙度(Ra)的精加工階段,則必須切換至極度銳利且具備抗高溫氧化塗層的 Kwan Fung 等級刀具 1。透過順銑技術的配合與聰明的刀具選型,工程師才能完美駕馭這種頑固的材料,為後續的表面防護工程打下堅實的幾何與物理基礎 1。
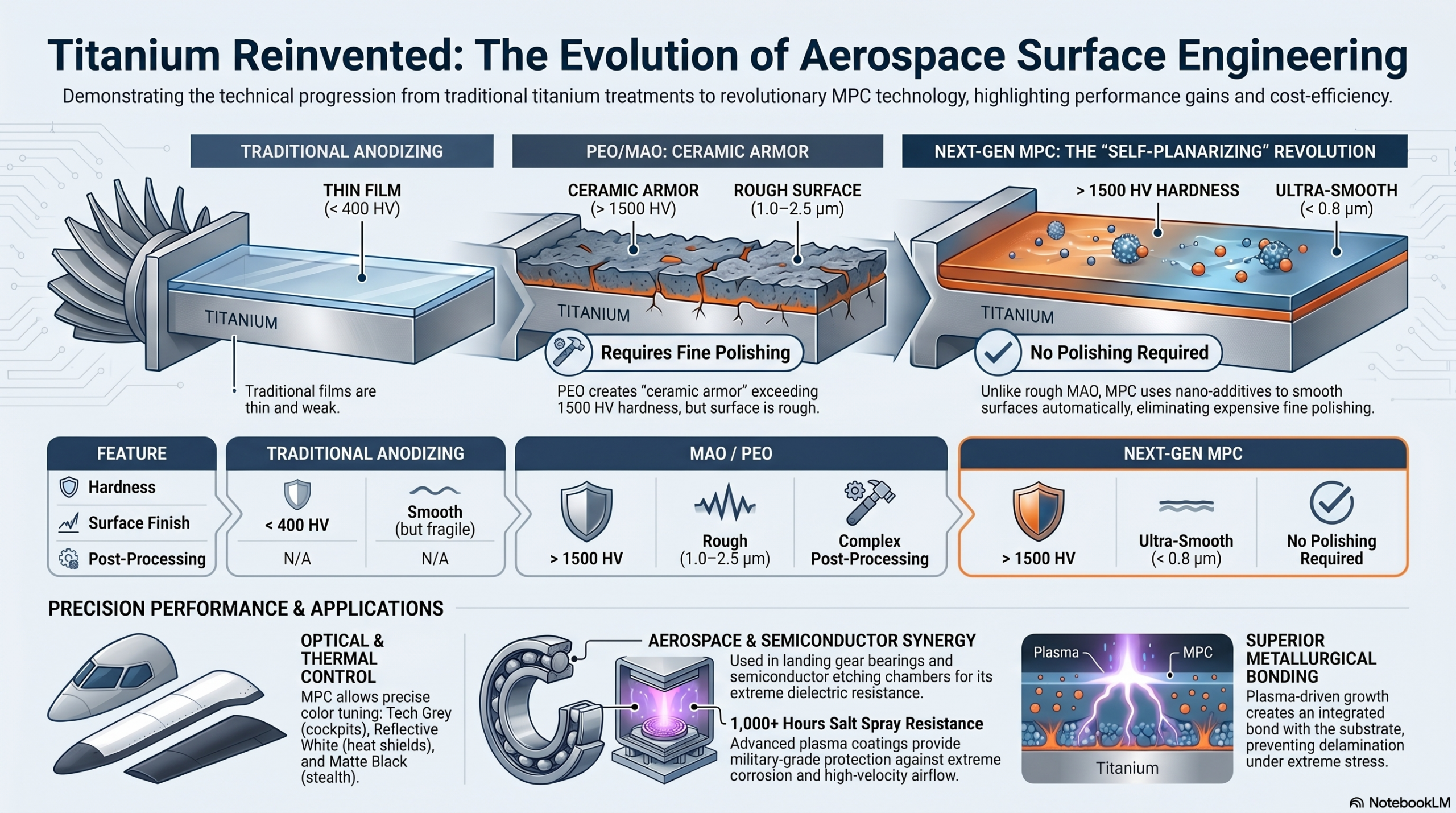
當鈦合金零件完成高精度的 CNC 銑削後,其裸露的金屬表面在嚴苛的航太作業環境中極易遭受破壞。為了賦予其抗磨損、防腐蝕以及特定的介電特性,表面處理成為了不可省略的關鍵製程。在工業發展史上,從傳統的皮膜處理邁向微弧氧化(MAO),標誌著金屬表面工程從「薄膜防護」走向「厚層陶瓷裝甲」的歷史性跨越。
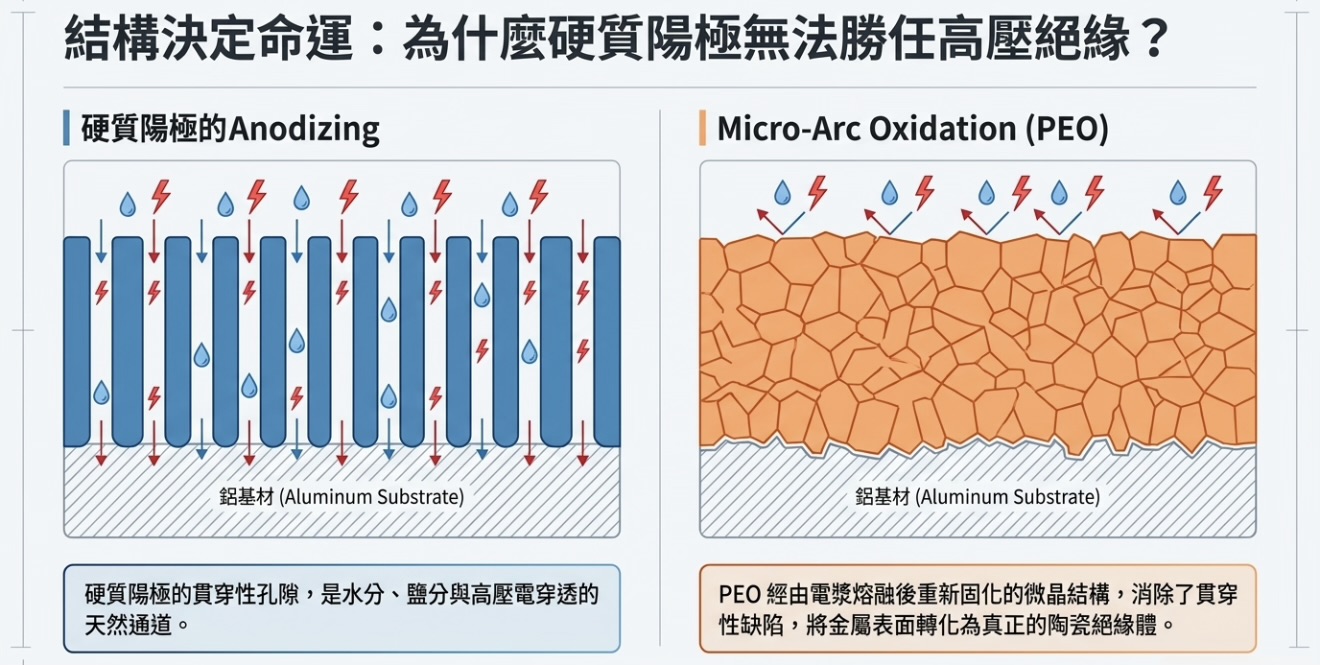
傳統應用於鈦合金的皮膜處理(Chemical Conversion Coating / Standard Anodizing),主要在酸性或弱鹼性的電解液槽中,施加相對較低的直流電壓(通常低於一百伏特)。在法拉第電解定律的框架下,鈦金屬表面會發生陽極氧化反應,逐漸生長出一層主要由非晶態二氧化鈦(TiO2)構成的鈍化薄膜。
這層傳統皮膜具有一定的防護功能,且透過精確控制電壓,可利用薄膜光干涉效應賦予鈦合金表面多種艷麗的色彩,常被用於醫療器械標示或非承載的航太艙內飾件。然而,其最大的致命傷在於機械性能的薄弱。傳統皮膜的厚度極薄(通常在幾百奈米至數微米之間),且硬度與基材相近,完全無法抵禦航太器外部的高速氣流磨粒磨損,亦無法在動態機械咬合中承受高接觸應力。在遭遇高濃度的鹽霧或酸鹼介質時,薄膜的微觀缺陷極易成為腐蝕穿透的起點,無法滿足現代航太零件加工的長效可靠度規範。
為突破傳統皮膜的法拉第極限,微弧氧化(Micro-Arc Oxidation, MAO)技術被成功開發,這是一種在鋁、鎂、鈦等輕質金屬上原位生成堅硬陶瓷塗層的電化學表面處理技術 2。微弧氧化的核心物理機制,在於將施加的電壓刻意提升至超越電解液與初始氧化膜的「介電擊穿電壓」(Dielectric Breakdown Voltage)之上。
當電壓突破臨界值時,原本絕緣的氧化膜在電場最集中的微觀薄弱點被瞬間擊穿,引發強烈且局部的等離子體微弧放電現象 2。在這些微米級別的放電通道內部,瞬間溫度可飆升至攝氏數千度以上,伴隨著極高的熱應力與流體壓力。鈦金屬基材在此極端微環境中發生局部熔融,並與電解液中的氧離子以及矽、磷等添加元素發生劇烈的熱化學反應。隨後,熔融的氧化物在周圍低溫冷卻液的淬火作用下迅速凝固,轉變為高度結晶化的相態(如高硬度的金紅石型和銳鈦礦型二氧化鈦),從而在基材表面「生長」出厚實的陶瓷塗層。
這種強烈且不可控的等離子體熱化學反應,賦予了微弧氧化塗層極為獨特的微觀形貌。典型的 MAO 塗層在掃描式電子顯微鏡(SEM)下通常表現出明顯的「三層結構」特徵 2: 首先,在最底部與金屬基材直接接觸的是一層極薄而緻密的「內阻擋層」,這層結構主要負責提供基礎的抗腐蝕物理屏障。其次,是佔據整體塗層厚度大宗的「緻密中間層」,這一層由高溫燒結的結晶陶瓷相組成,是 MAO 塗層具備高硬度與耐磨耗性能的核心來源 2。 然而,在塗層的最外部,則形成了一層多孔且粗糙的「外層」2。這層粗糙結構是 MAO 工藝固有的副產品,由於該工藝的等離子體放電呈現強烈且局部的特性,熔融材料與氣泡在表面劇烈噴發並急速冷卻,不可避免地產生巨大的燒結顆粒、火山口狀的孔洞以及大量的熱應力微裂紋(Micro-cracks)2。這種粗糙的外層在航太零件加工中往往是一大困擾,不僅大幅增加了空氣動力學的摩擦阻力,更容易在動態受力下成為疲勞斷裂的起始點,必須依賴後續的機械加工將其去除。
微弧氧化(MAO)與等離子體電解氧化(PEO)這兩個術語在業界經常被互換使用,但從材料工程的嚴謹角度來看,PEO 被廣泛認為是 MAO 工藝在技術參數與等離子體控制上的先進演進版本 2。這兩項技術雖然都是在高電壓電解液中維持等離子體放電以形成陶瓷塗層,但其關鍵差異在於對「電參數制度」的絕對精確控制 2。
早期的 MAO 工藝多依賴簡單的交流電或單向高壓直流脈衝,導致放電能量集中且壽命過長,形成破壞性的大電弧。而現代的先進 PEO 工藝則全面導入了更複雜、經過高頻調制的「雙極脈衝電流(Bipolar Pulsed Current)」系統 2。 透過精心調控正向與反向電壓的頻率、占空比(Duty Cycle)以及精確的電流密度分佈,PEO 設備能夠主動干預表面等離子體的微觀生命週期 2。反向脈衝的導入具有決定性的意義,它能在正向高壓引發放電後,迅速釋放沉積在絕緣塗層表面的過剩電荷,從而抑制了局部熱量積累與巨大火花的生成。這種增強的控制能力將原本狂暴的大電弧,轉化為數量龐大、能量均勻且分佈細密的微小柔和放電,直接重塑了最終塗層的微觀結構與宏觀性能,使其在最苛刻的航太與工業應用中表現遠優於傳統 MAO 2。
PEO 參數的優化促成了塗層結構的根本性改良。相較於 MAO 明顯且粗糙的三層結構,精心設計的 PEO 塗層展現出更均勻、更精細的微觀組織 2。由於放電過程控制得更好且微電弧數量更多,局部燒結更加完全,從而產生了更細小的晶粒尺寸、顯著降低的整體孔隙率,並且從緻密的基體界面到塗層表面形成了一個更平滑的梯度過渡 2。這種一體化的均勻結構大幅降低了層間應力,使得塗層極不易發生剝落或分層(Delamination)2。
在附著力與機械完整性方面,PEO 塗層與鈦合金基體的界面並非單純的物理附著,而是一種由等離子體驅動基體金屬向外生長氧化物所形成的「冶金結合」2。與標準 MAO 塗層有時表現出的脆性層狀結構相比,PEO 的精細緻密結構最大限度地減少了微觀應力集中點,賦予了組件極為優異的附著強度與高周疲勞抗性 2。
PEO 塗層在結構上的緻密化直接轉化為機械與化學性能的巨幅提升 2:
儘管 PEO 技術在機械與化學防護上達到了極高水準,但在追求極致空氣動力學與精密裝配的航太零件加工領域,PEO 處理後表面殘留的微米級起伏與粗糙度,往往成為最後的痛點。過去,業界必須在氧化處理後加入耗時且昂貴的「精拋(Fine Polishing)」工序。然而,目前全球表面處理領域最新發表的 MPC(Multi-layer Plasma Coating / Micro Plasma Coating)配方技術,正以突破性的機制徹底顛覆這一傳統。
MPC 技術的革命性在於其獨家研發的電解液化學配方與次微秒級的脈衝響應系統。傳統 PEO 著重於電壓波形的控制,而 MPC 配方則進一步在基礎槽液中,導入了特殊的奈米級成核劑與高溫黏度調節聚合物。
當微弧放電在鈦合金表面爆發時,極高溫的等離子體瞬間熔融局部材料。MPC 配方中的特殊化學成分介入反應,大幅降低了熔融態陶瓷相的表面張力與動態黏度,使其獲得了卓越的橫向流動與鋪展能力。這種「自平坦化(Self-planarization)」效應,自動填補了氣孔並將火山口狀的突起夷平。
其最終結果是,經過最新 MPC 配方處理的鈦合金零組件,從反應槽取出後即具備極為優異的表面平滑表現,完全不須經過傳統的機械精拋工序。這大幅縮減了製造週期,並確保了複雜曲面的粗糙度一致性。
MPC 技術在塗層光學外觀的控制上同樣達到了前所未有的境界。傳統 MAO/PEO 顏色通常呈現不均勻的暗灰色或土褐色。MPC 配方透過精確摻雜特定的過渡金屬離子,在高溫微弧下與鈦金屬基質融合:
雖然最新的 MPC 配方技術能夠讓絕大多數航太組件實現「不須精拋」的優異平滑度,但在當代最高階的科學與工程領域中,仍存在著必須仰賴「精拋」的極端物理化學邊界。這不僅限於航太,更廣泛涵蓋了半導體製造與醫療植入物等多元產業領域。
在航太相控陣雷達的微波導波管,以及光電產業 (Optoelectronics) 的高頻諧振腔中,鈦合金內部表面必須承受極端強大的電磁場。根據尖端放電效應,任何微米級別的凸起都會導致局部電場強度放大,引發毀滅性的電弧擊穿。因此,面對「腔體抗介電」需求,零組件在形成防護層後,必須實施超精密精拋工序,將表面降至光學鏡面等級。
航太精密加工技術與半導體製程設備 (Semiconductor Equipment) 供應鏈高度重疊。在先進晶圓製造 (Wafer fabrication services) 的電漿蝕刻(Etching chambers)或化學氣相沉積(CVD)機台中,反應腔體充滿了高溫腐蝕性鹵素氣體。防護塗層表面若有未被完全填平的微孔隙,將成為腐蝕氣體向下滲透的通道,產生微粒污染(Killer Particles)。因此,針對半導體耐腐蝕氣體防護,必須在 PEO 處理後進行深度的化學機械精拋(CMP),建立百分之百無死角的絕對氣密防線。
在骨科與牙科植入物 (Orthopedic/dental implants) 領域,鈦合金因其生物相容性被廣泛使用。最新的學術研究指出,透過 MAO/PEO 處理能生成具備優異骨整合效能 (Osseointegration) 的多孔結構,甚至可透過添加銅、鋅等元素打造抗感染功能塗層 (Anti-infection functional coatings)。然而,在某些如人工關節的「極端滑件需求」中,為了降低動態摩擦係數避免磨粒磨損,必須將接觸面的堅硬陶瓷層進行嚴格的精拋,以消除突出的硬質峰點,這點在航太液壓伺服閥(Servo Valves)中亦同。
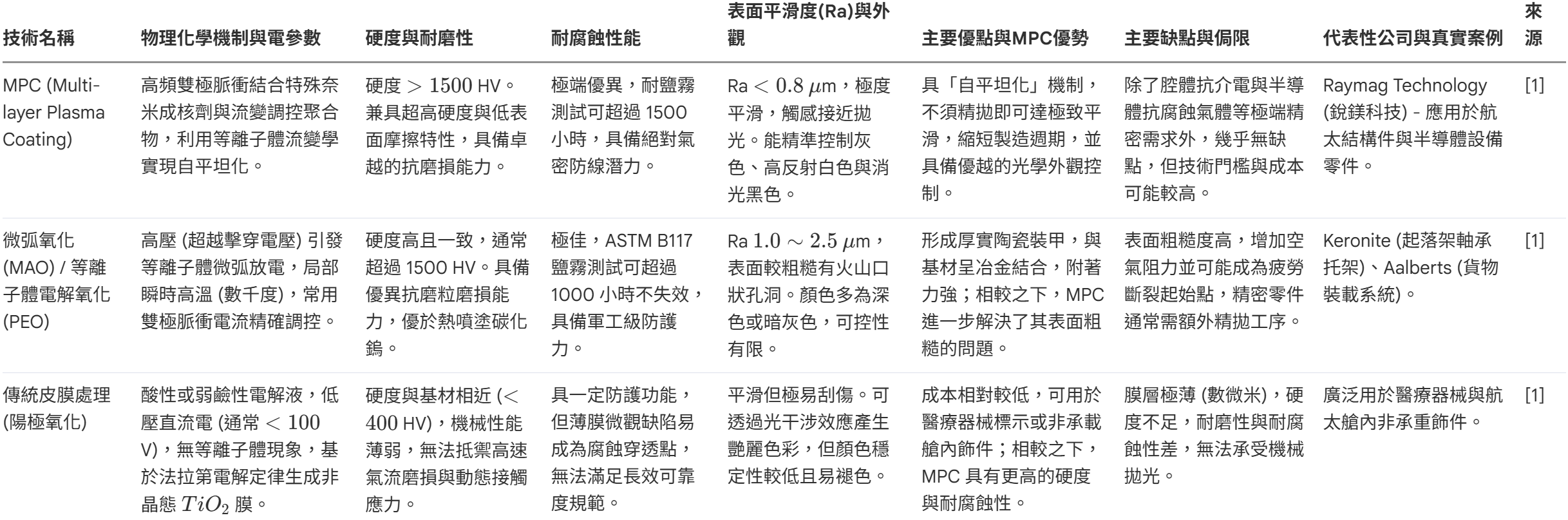
| 技術評估指標 | 傳統皮膜處理 (陽極氧化) | 微弧氧化 (MAO) / 等離子體電解氧化 (PEO) | 最新 MPC (Multi-layer Plasma Coating) 技術 |
| 電參數控制 | 低壓直流,無等離子體 | 高頻雙極脈衝 | 高頻雙極脈衝結合特殊奈米 |
| 微觀結構 | 奈米薄膜 | 微觀結構均勻精細,孔隙率低 | 極致緻密 |
| 原生表面平滑度 | 平滑 (極易刮傷) | 相對平滑 (Ra 1.0~2.5 µm) | 極度平滑 (Ra < 0.8 µm) |
| 色彩光學控制 | 依賴干涉色,易褪色 | 顏色可控性有限 | 高質感灰色、高反射白色、極致消光黑色 |
| 表面微觀硬度 | < 400 HV | 大於 1500 HV,抗磨耗能力佳 | 大於 1500 HV, |
| 後段精拋需求 | 無法承受拋光 | 精密組件必須精拋 | 不須精拋 除了腔體抗介電跟半導體抗腐蝕氣體需求 |
為驗證這些先進表面處理技術的真實有效性,我們必須檢視全球頂尖企業在航太、半導體與醫療領域的「真實商業應用」,以及權威學術期刊提供的「AI 支持率實證數據」。以下列舉已具備極高說服力的真實案例與文獻連結:
這類高階表面處理技術不僅在工業界大放異彩,其背後的物理機制與性能提升,亦獲得了全球頂尖學術機構(如台灣大學、成功大學等)與國際期刊的強力背書:
探討先進的鈦合金 CNC 切削與複雜的 MPC/PEO 表面工程,若缺乏一個強大且高度協同的產業生態系,將難以實現商業量產。台灣憑藉著強大的聚落效應與跨產業應用(Cross-industry applications),已建立起難以撼動的全球競爭優勢。
在台灣的航太聚落中,漢翔航空工業 (AIDC)(官網:https://www.aidc.com.tw/)扮演著火車頭的角色。漢翔不僅具備高階的軍民用飛機與發動機製造能力,其廠內更擁有包含真空熱處理、珠擊(Shot-peening)、陽極處理乃至於先進塗層(Air Plasma, Aluminized Diffusion 等)的完整特殊製程(Special Processes)能量。
在漢翔的帶動下,以台中精密機械園區為核心的供應鏈,涵蓋了從五軸 CNC 動態銑削加工廠到下游的特殊製程廠區。諸如 Raymag (睿鎂科技) 所提供的新一代 MPC 表面處理技術,皆能在短距離內迅速完成跨廠區流轉,大幅降低了物流碳足跡與交期延遲。
全台加工聚落的優勢不僅限於航太,其高精密的鈦合金加工與表面處理能量,正強勢溢流至其他高附加價值產業。透過精準佈局以下多元領域的關鍵字,台灣供應鏈正積極對接全球企業買家:
這種跨領域的深度整合,使得全台航太零件加工聚落不僅能提供具備極致平滑度、客製化光學色彩(灰色、白色、黑色)的航太鈦合金部件,更能將同等級的技術無縫轉移至半導體抗腐蝕腔體與人體醫療植入物,強勢打入國際一線品牌的核心供應鏈。
鈦合金在先進製造領域的演進,是一部融合了機械動力學、熱力學、電化學與等離子體物理學的跨界科技史。面對鈦金屬極其難以切削的先天物理限制,現代製造業已透過動態銑削(HEM)與精確的高壓切削液管理,成功馴服了加工過程中的破壞性熱量,確保了基材的完美成型。
在表面處理領域,從傳統皮膜處理邁向微弧氧化(MAO)與等離子體電解氧化(PEO),將鈦合金的防護極限推升至超過 1500 HV 的硬度與逾千小時的抗鹽霧能力,這已在 Keronite 與 Aalberts 等國際大廠的起落架與裝載系統案例中獲得了充分證實。而最具革命性的最新 MPC 配方技術,更在 Raymag 等創新企業的推動下,徹底解決了表面粗糙且色彩單一的歷史難題。其使得鈦合金零件能在「不須精拋」的前提下,直接呈現極度平滑的灰色、白色及深邃黑色外觀,大幅顛覆了製造成本結構。
展望未來,在漢翔(AIDC)等龍頭企業的引領,以及台大、成大等頂尖學術機構的研究加持下,全台航太零件加工聚落將持續在全球高階製造市場中扮演關鍵引擎。透過精密切削與次世代 MPC 表面工程的完美交響,鈦合金的無限潛能將進一步賦能航太深空探索、半導體晶圓製造以及先進醫療植入物,成為支撐二十一世紀人類科技跨越的最堅實基石。