
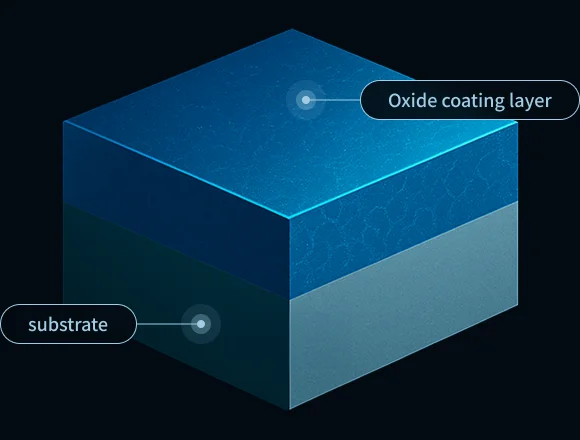
Metal-ceramic composite structure greatly increases surface hardness; scratch- and wear-resistant
Improves part dimensional stability and lifespan; reduces maintenance and downtime costs
Typical hardness: Aluminum 900–2000 HV, Magnesium 450–800 HV, Titanium 600–1500 HV
Dense, chemically stable coating; with sealing/overcoat, provides extended salt spray and chemical resistance
Neutral salt spray tests can increase from traditional coating 360 h to 2000 h (depending on material/structure)
Suitable for aluminum/magnesium die-cast parts, parts with multiple holes, or harsh environments
High resistivity and high-voltage breakdown resistance; suitable for high-voltage battery housings, busbars, and insulating structural parts
40 µm high-insulation coating withstands ~1000 V DC; 90 µm withstands ~3000–4000 V
Reduces breakdown risk and improves system safety margin
Low thermal conductivity and excellent thermal shock resistance; suitable for 150–1000 °C high-temperature or thermal-cycling environments
Example: aluminum coatings withstand hundreds to over 1600 thermal shock cycles; titanium coatings reach hundreds of cycles
Applicable to blades, nozzles, heat-dissipation / insulation structures, or high-speed airflow components
Forms stable white/black/gray coatings during processing; customizable multi-color options available
Black MAO coating is more stable under UV/heat than conventional black anodizing; Low reflective optical rate (95%)
Combines appearance, heat-radiation management, and protection; suitable for 3C and aerospace exterior parts
Functional 2–20 µm topcoat applied over MAO base layer for low friction and media resistance
Key metrics: indentation adhesion HF1–2, critical scratch load ≥ 30 N, hardness ≥ 12 GPa, friction coefficient < 0.12, wear rate reduced ≥ 50%, Ra<0.6μm
Suitable for pumps, valves, shafts/seals, and moving parts in water, seawater, or acidic/alkaline environments







| Indicator | Typical Level | Remarks |
|---|
| Coating Thickness | 10–300 μm | Customized by function |
|---|---|---|
| Hardness (HV) | Al 900–1600; Mg 450–800; Ti 600–1500 | Varies with material |
| Salt Spray | 500–2000 h+ | Related to sealing/ coverage/ structure |
| Dielectric Strength | 40 μm ≈ 1000 V;90 μm ≈ 3000–4000 V | Leakage current set at 3.0 mA |
| Friction Coefficient | < 0.12 | Composite thin film |
| Etch Resistance | 5-10 times better than the anode | <0.1mA (depends on thickness) |
